
最大的操作速度是多少? 最大的操作压力是多少? 氮气弹簧适合的工作温度是多少?
使用以下的彩页(Bulletin)来参照氮气弹簧最大的操作速度、压力以及工作温度:
如何能测量氮气弹簧的力量?
使用以下的测压仪与测试台或手板压机一起:
在冲压过程中,如何减少垫的反弹力?
如何将现有的氮气弹簧更新为DADCO弹簧?
我们的专家可以帮助评估您现有的 Standfast、Standard Lifters、Hyson、Kaller、Special Springs 等氮气弹簧是否可以转换为 DADCO 氮气弹簧。 请联系 desk@dadco.net 或致电 (734)207-1100,立即进行转换,以获得更好的性能、可靠性和无与伦比的客户支持。
如何确保在中国制造的模具使用的是正宗的 DADCO氮气弹簧?
在当今的行业中,许多模具都是在中国制造的。 与我们在中国的经销商一起,DADCO提供本地模具检验服务,以验证和保证DADCO氮气弹簧的真实性。 请立即联系我们 inspectionrequest@dadco.net 预约。
如何安装新的氮气弹簧?
如何做一套SEAL-LOK软管组件?
如何制作 MINILink® 软管组件?
如何用氮气弹簧来替换线型弹簧?
1. 确定力的要求 对现有模具加装氮气弹簧的第一步是计算力的要求。 如果你知道完成操作所需的力,在选择氮气弹簧时只需使用这个数字。 如果你不知道你的应用中所需要的总力,你可以计算你的模具中的螺旋弹簧所提供的力。 你必须确定完成操作所需的力是初始力(预载时)还是最终力(全行程时)。 一旦你确定了这一点,你就可以计算出总的受力要求。 寻找螺旋弹簧力的最常用方法是参考制造商的压力图表。 要使用该图表,你必须知道螺旋弹簧的尺寸,颜色,预紧力,以及它在模具中行程。 也可以用载荷传感器来确定螺旋弹簧的力。 一旦你找到了螺旋弹簧的单个力,将其乘以模具中螺旋弹簧的总数,就可以计算出总的力要求。 例子: 十个直径为0.75inch(19mm)×5inch(127mm)的螺旋弹簧在预载 0.75inch(19mm)时,每个都能提供80磅(.3千牛)的初始力。 总初始力 = 80 lbs. (.36 kN) x 10 = 800 lbs. (3.6 kN) 的力。
2. 计算氮气弹簧的数量 首先,你应该将氮气弹簧的直径与螺旋弹簧的直径相匹配。 氮气弹簧可用于所有流行的螺旋弹簧尺寸,直径从0.5inch(12mm)到2inch(51mm)。 要确定你需要多少个氮气弹簧,用总力要求除以该直径的最高力。 在大多数情况下,需要较少的氮气弹簧来满足力的要求。 然而,请记住,力必须均匀地分布在压料板上。 你可能需要使用更多低压力型号的氮气弹簧来平衡模具中的压力。 例如: 直径0.75inch(19mm)的空气弹簧可用于200磅 (.9千牛)力的型号。 将所需总力除以氮气弹簧力,以确定氮气弹簧数量。 数量 = 800 lbs. (3.6 kN) ÷ 200 lbs (.9 kN) = .4 如果在您的应用中需要平衡压力,您可以选择较低力的型号并增加氮气弹簧的数量。
3. 选择氮气弹簧冲程长度 选择氮气弹簧时要考虑的最后一个因素是冲程长度。 要选择正确的氮气弹簧冲程长度,首先要确定螺旋弹簧在模具中的行程。 在螺旋弹簧行程的基础上至少增加10%,并选择等于或大于这个数字的氮气弹簧冲程长度。 例子: 螺旋弹簧的自由长度为5inch(127mm),预载为0.75inch(19mm),在模具中的行程为0.75inch(19mm)。 在螺旋弹簧行程的基础上增加10%,以确定氮气弹簧的最小行程长度。 最小行程长度=.75″(19mm)+(.75″(19mm)x10%)=.825″(21mm)。 一旦你确定了最小氮气弹簧冲程长度,你就可以选择最适合你空间要求的特定冲程长度。 例如,如果你的应用要求你预装氮气弹簧,选择一个大于最小长度的冲程,以允许预装。 在可能的情况下,选择冲程长度,使氮气弹簧的全长尽可能接近预载螺旋弹簧的全长。 例子: 螺旋弹簧被预紧0.75inch(19mm)以满足力的要求。 其预紧时的全长是4.25″(108mm)。 在这个例子中,你可以选择冲程为0.98″(25mm)的氮气弹簧。 该弹簧的相应全长为3.62″(92mm)。 另外,你可以选择更长的冲程,并对氮气弹簧进行预紧以满足你的空间限制。 在我们的例子中,可以选择冲程长度为1.5inch(38mm),全长为4.65inch(118mm)的弹簧,并预装0.40inch(10mm)。
4. 安装氮气弹簧 在大多数应用中,氮气弹簧可以很容易地安装在用于螺旋弹簧的相同安装孔中。 只需确保安装孔的底部是平的,孔壁与压料板成直角。 安装孔深度应大于氮气弹簧缸体长度的50%或1.25inch(32mm),以较大者为准。 压料板应该有一个平整的区域供氮气弹簧活塞杆接触,并且在整个冲程中应该与活塞杆保持接触。 在一些应用中,你可以利用氮气弹簧的安装选项,如可连接的法兰盘安装,气缸底部的螺纹孔,以及螺纹体的样式。 这些选项为在现有模具中使用氮气弹簧提供了更大的灵活性。 当选择的氮气弹簧的尺寸与被替换的螺旋弹簧不匹配时,在安装氮气弹簧之前可以采取一些简单的步骤。 如果氮气弹簧比螺旋弹簧小,可以在安装孔中使用垫片或套筒,或者将氮气弹簧法兰安装在适当的位置。 如果现有的安装孔太浅,如果可能的话,可以把它挖得更深,或者对氮气弹簧进行预加载以满足空间要求。 当为安装氮气弹簧而在加工安装孔时,要保持与氮气弹簧直径0.02至0.04inch(0.5至1.0mm)的间隙。 安装氮气弹簧时的最后一个问题是在模具中使用液体。 直接接触某些模具润滑剂、冷却剂和清洁剂可能对氮气弹簧有害,应该避免。 保护氮气弹簧不受有害液体的影响,并在氮气弹簧安装孔提供足够的排泄孔。
如何维修氮气弹簧?
- 确定所需的维修包
- 按照维修公告修理氮气弹簧
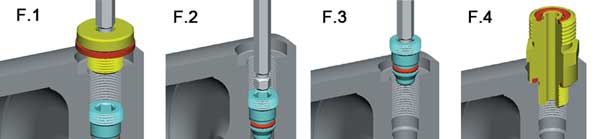
如何将独立式氮气弹簧转换为连管式?
90.5B2 / 90.10 / 90.8 / UX / UH / UT / SCR 系列(G1/8端口)
- 维护氮气弹簧时一定要戴上防护眼镜。 排除压力时,为了安全起见,将氮气弹簧水平放置,端口向上。
- 卸下端口接头90.505.110(F1)。 在气缸处于水平位置时,使用适当的工具(F2)压下单向阀。 用一块布盖住端口以吸收排放物。
- 在所有的气体压力耗尽后,要确保活塞杆能手动推进管内。 如果没有,请再次尝试按压单向阀。 如果仍然不成功,请停止并联系DADCO服务代表。
- 使用适当的工具(F3)拆下单向阀。 润滑正在安装的端口适配器的螺纹和O型圈(F4)。
- 在开放的端口(F4)安装端口接头。 有多种端口接头可供选择,见DADCO的90.10系列目录。
进行排管系统时,应注意的事项是什么?
能不能把微型氮气弹簧作为排管系统?
能不能把微型氮气弹簧作为排管系统?
如何监测、填充和调整多面板?
有没有一种工具来从冲床外面监控氮气弹簧的压力?
如何对氮气弹簧充气?
除非弹簧活塞杆处于完全伸展的位置,否则不要给氮气弹簧充气。 在活塞杆向下的情况下给氮气弹簧充气会导致固定环不正确地就位。 将T型手柄穿入旋入杆端,用适当的工具压住缸体,然后将活塞杆组件向上拉,直到它紧紧靠在固定环上。
- 准备好填充口。 独立操作: 在端口上安装一个充气阀。 连管系统操作: 用管线将所有的氮气弹簧与控制面板连接成一个回路。 确保所有的软管和接头都紧固。 将充气组件连接到控制面板上。
- 在调节器上设置所需的充气压力。
- 打开氮气瓶上的主阀门。
- 缓慢地打开截止阀,让每个氮气弹簧达到所需的充气压力。
- 在每个弹簧被充注到所需压力后,关闭充气组件截止阀和气瓶截止阀。 将充气组件从控制面板或氮气弹簧接口处断开。 当你断开接头时,被困在截止阀和充气阀之间的少量氮气会被放掉。